















Your cart is empty.

Protect Your Assets and Employees with Verkada’s Expert Security Systems for Manufacturers
Stay Ahead of Threats with Verkada’s State-of-the-Art Security Systems for Manufacturers
In today’s world, security systems are essential for protecting people, property, and assets. Manufacturers, in particular, face unique security challenges due to the nature of their operations. Surveillance cameras, access control, and air quality sensors are just some of the elements that make up a comprehensive security system.
Our team of security experts at Monarch can help manufacturers identify their unique security needs and provide customized solutions to address those needs. Whether you need a complete security system installation or just want to upgrade your existing system, Monarch has the expertise to help.
Don’t wait until a security incident occurs to take action. Contact Monarch today to speak with one of our security experts and learn more about how our Verkada security solutions can help protect your business.
Why Manufacturers Need Comprehensive Security Systems

At Monarch, we understand the importance of security systems for manufacturers. We know that as a manufacturer, protecting your employees, property, and assets should be a top priority. That’s why we offer secuirty systems to help you face the following challenges:
- Compliance: Many manufacturers are subject to regulations and industry standards that require certain security measures to be in place. Failure to comply with these regulations can result in fines, legal action, or damage to a company’s reputation.
- Protection of Employees: Manufacturers often have large workforces, and ensuring the safety of employees is crucial. With a comprehensive security system in place, employers can monitor their facilities for potential threats and respond quickly to any incidents, helping to protect employees from harm.
- Prevention of Theft and Vandalism: Manufacturers often store valuable equipment, raw materials, and finished products on site, making them a target for theft and vandalism. Security systems can deter these incidents.
- Mitigation of Liability: In the event of a security incident, manufacturers may be liable for damages or injuries. A comprehensive security system can help prevent incidents from occurring and provide evidence to support legal defenses if necessary.
What’s Included in a Security System for Manufacturers?

A comprehensive security system for manufacturers consists of several components that work together to protect employees, property, and assets. Some of the key elements that make up a security system for manufacturers include:
- Surveillance Cameras: Video surveillance cameras can deter potential threats, capture evidence in the event of an incident, and provide real-time monitoring of a facility.
- Access Control Systems: Access control systems regulate who has access to certain areas of a facility. They can be used to restrict access to sensitive areas, prevent unauthorized entry, and provide a record of who has accessed certain areas and when.
- Air Quality Sensors: Air quality sensors can help manufacturers monitor the quality of air within their facilities. This can be important for identifying potential health hazards or environmental risks, and taking action to mitigate those risks.
Benefits of Security Systems for Manufacturers
Investing in a comprehensive security system can have significant short-term and long-term benefits for manufacturers. Consider the following:
- Protection of employees and assets from theft, vandalism, and other security threats
- Enhanced compliance with industry regulations and standards
- Increased productivity by minimizing disruptions caused by security incidents
- Improved situational awareness by providing real-time visibility into operations
- Reduction in insurance premiums due to decreased risk of security incidents
- Identify and address operational inefficiencies through data analytics

Meeting Manufactuer Compliance with Security Systems
Compliance is a crucial aspect of manufacturing security systems. Verkada security systems help manufacturers meet compliance regulations by monitoring operations and ensuring that security protocols are being followed.
By having a comprehensive security system in place, manufacturers can avoid penalties and fines associated with non-compliance while keeping their employees and assets safe. Verkada’s cloud-based security system also allows for easy access to compliance documentation and audit trails.

Improve Employee Safety in Manufacturing Plants with Security Systems
Verkada’s manufacturing security systems ensure a safe working environment for employees by monitoring hazardous areas, detecting chemical leaks, and tracking the movement of individuals within the facility.
With real-time alerts and video monitoring, employees can feel secure in their work environment, and safety protocols can be enforced more effectively.

Why Choose Verkada?

Verkada solutions stand out from traditional security systems because they are designed to be user-friendly, scalable, and flexible all while providing enterprise-grade security.
User-Friendly
- Solid-state Storage (SSD)
- Simple Plug-and-Play Install
- Time lapse
- Floor Plan
- Regular, Automatic Software Updates
- Remote Access 24/7
Limitlessly Smart
- AI-Based Video Analytics
- Smart Filters
- Live Alerts
- Shareable Live Feeds
- 10-Year Warranty
Scalable
- Unlimited Storage on Camera and Cloud
- Unlimited Users Allowed
- Infinitely Scalable
Verkada’s Security Cameras for Manufacturers

Monarch offers high-tech Verkada security solutions for the manufacturing industry. Verkada security systems are designed to safeguard your property and operations. With hybrid cloud cameras and innovative AI technology, Verkada’s state-of-the-art security systems are tailored to meet the unique needs of manufacturing facilities.
Keep your manufacturing facility secure with Verkada’s advanced security solutions.
The Dome Series
The Dome Series from Verkada provides enterprise-grade security in a variety of models suitable for any industrial environment – indoors or outdoors. These IP security cameras with analytics have a long-lasting, vandal-resistant design and sensor resolutions of up to 4K.
Design
- Durable, vandal-proof housing with outdoor models having a weather-resistant design
- Indoor models: IK08 impact rating
- Outdoor models: IK10 impact and IP67 weather ratings
Functionality and Storage
- High resolution cameras — 5MP or 4k
- 4k available only on CD62 & CD62-E
- Max of 365 days of footage storage in standard quality
- 128GB – 2TB of onboard storage
- Equipped with audio
- Low–bandwidth impact
Features
- Edge processing for motion, People, and Vehicle Analytics
- Occupancy Trends available only on Dome Series cameras
- Zoom capabilities – both optical and digitally
- CD42, CD42-E: Fixed, with 3x Zoom Digitally
- Other models: Zoom, with 3x Optical and Digital Zoom
- IR Range
- 15m (CD42, CD42-E)
- 30m (CD52, CD52-E, CD62, CD62-E)






The Bullet Series
The Bullet Series from Verkada is built to withstand extreme conditions, and its conspicuous appearance is meant to deter would-be assailants. Essentially, it is the ideal cloud-based industrial security camera for harsher areas.
Design
- Durable and weather-proof
- IP67 weather rating and IK10 impact rating
- Lens – Choose between wide-angle or telephoto
Functionality and Storage
- High resolution cameras – up to 4k
- 4k available only with CB62-E and CB62-TE
- Max of 365 days of footage retention in standard quality
- 265GB–2TB of onboard storage
- Low–bandwidth impact
Features
- License Plate Recognition available only for telephoto cameras
- Edge-based processing for motion, people and vehicle analytics
- NDAA compliant
- Zoom capabilities
- CB52-E, CB62-E: Zoom, with up to 3x Optical and Digital zoom
- CB52-TE, CB62-TE: Telephoto Zoom, with 8-20mm focal length
- IR Range
- CB52-E, CB62-E: 30M
- CB52-TE, CB62-TE: 50M

The Mini Series
Verkada’s mini series offers a compact and discreet industrial security solution. These cameras are designed to be small and unobtrusive, making them well-suited for installation in tight spaces or in areas where a larger camera may be noticeable.
Design
- Small and discreet camera with 5MP resolution
Functionality and Storage
- Max of 365 days of footage retention in standard quality
- 128GB – 2TB of onboard storage
- Low band-width impact
Features
- Edge–based processing for motion and tamper detection along with People Analytics
- Fixed, with up to 3x Digital Zoom
- Audio available only on CM41 and CM41-E
- IR Range: 15m for CM41 and CM41-E
- N/A for CM41-S


The Fisheye Series
Verkada’s fisheye industrial security camera offers dynamic viewing experiences with sophisticated onboard processing and a wide–angle 12MP image sensor. In fact, there are five different viewing options available to users: panoramic, digital pan-tilt-zoom, 2-way split, 3-way split, and 4-way split.
Design
- Durable and weatherproof
- IP67 weather rating and IK10 impact rating
- 12MP image sensor for wide–angle coverage
Functionality and Storage
- Max of 90 days of footage retention in standard quality
- 512GB–2TB of onboard storage
- Low–bandwidth impact
- 180 degree field of view
Features
- Five viewing modes
- Nighttime visibility with IR illuminators (20m/66ft)
- NDAA
- Equipped with audio

Verkada Access Control Security Systems for Manufacturers
Verkada access control solutions for industrial facilities provide robust security features designed to enhance safety. These access control systems offer advanced features such as keyless entry, remote management, and real-time activity tracking. With these features, Verkada helps ensure a secure and efficient solution for your security needs.

Door Controller AC41
Priced at $1799
Add To Cart

AD32 Multi Format Card Reader
Priced at $349
Add To Cart


AX11 IO Controller
Starting at $216.50 per month
Add To Cart
The Verkada AC41 Door Controller
This door controller is a powerful and easy-to-use access control solution that combines enterprise-grade security with a cloud-based management platform for your manufacturer business.
- Easily manage doors and access across your organization on the Command platform (schedules, users, building access)
- Connect with Verkada’s video security system for real-time video analytics on access events
- Supports secure touchless access using Bluetooth and Verkada’s Pass app
- Works with existing door hardware and readers
- Seamless integration to active directory platforms for automatic employee configuration, onboarding, and offboarding.

The Verkada AD32 Door Reader
This Verkada door reader is a versatile and robust access control device that allows individuals to enter doors using low and high-frequency cards or a mobile device with the Verkada Pass app. This is beneficial for growing industrial sites. Consider the following attributes of the Door Reader:
- Can withstand a harsh environment – IP65 and IK08 ratings
- Controlled through the Command platform
- Two different options:
- Mullion Mount Plate: This option has a sleek design and can be used in smaller spaces such as door frames.
- Single Gang Mount Plate: This is a common card reader format that can replace existing reader mounts or be used on traditional installations.

The Verkada AC62 16 Door Controller
The AC62 16 Door Controller is an enterprise-grade access control panel that simplifies access control for up to 16 doors. It offers the scale and simplicity of the cloud, making access control more efficient and effective with native cloud-based access control.
Enhanced Security Features
- Seamless integration with Verkada or third-party readers, REX devices, AUX inputs, and wet or dry lock configurations.
- Connection to the Fire Alarm Interface for emergency events.
- Customizable access levels and schedules, allowing for tailored access control based on employee roles and schedules.
- Ethernet connection to Verkada Command eliminates the need for servers and thick or thin clients.
- Easy-to-use wiring terminals for simplified installation.

The Verkada AX11 IO Controller
The AX11 IO Controller from Verkada is a versatile and scalable device that enables customers to integrate more inputs and outputs to their existing access control systems. With 16 inputs and 16 outputs, customers can easily integrate access control, cameras, sensors, and alarms.
Simple, Scalable, and Flexible Access Control
- Seamless integration with Verkada cameras: The AX11 IO controller enables easy monitoring and tagging of video events for door-based events, intrusion detection, and more
- Event Bridge technology: This feature allows you to bring door events with video analytics into the Command platform while using your existing access control or alarm system. Also provides real-time alerts and reports
- Supports third-party card door readers: The AX11 IO controller works with Verkada and third-party card door readers, offering you the flexibility to choose the best access control solution for your business.
- Elevator access control: Manage access to different floors of your building with a Verkada or Wiegand reader.
- Simplified installation: The AX11 IO controller comes with removable connectors and cable management loops, making wiring simple and streamlined.

Access Control: How it Works
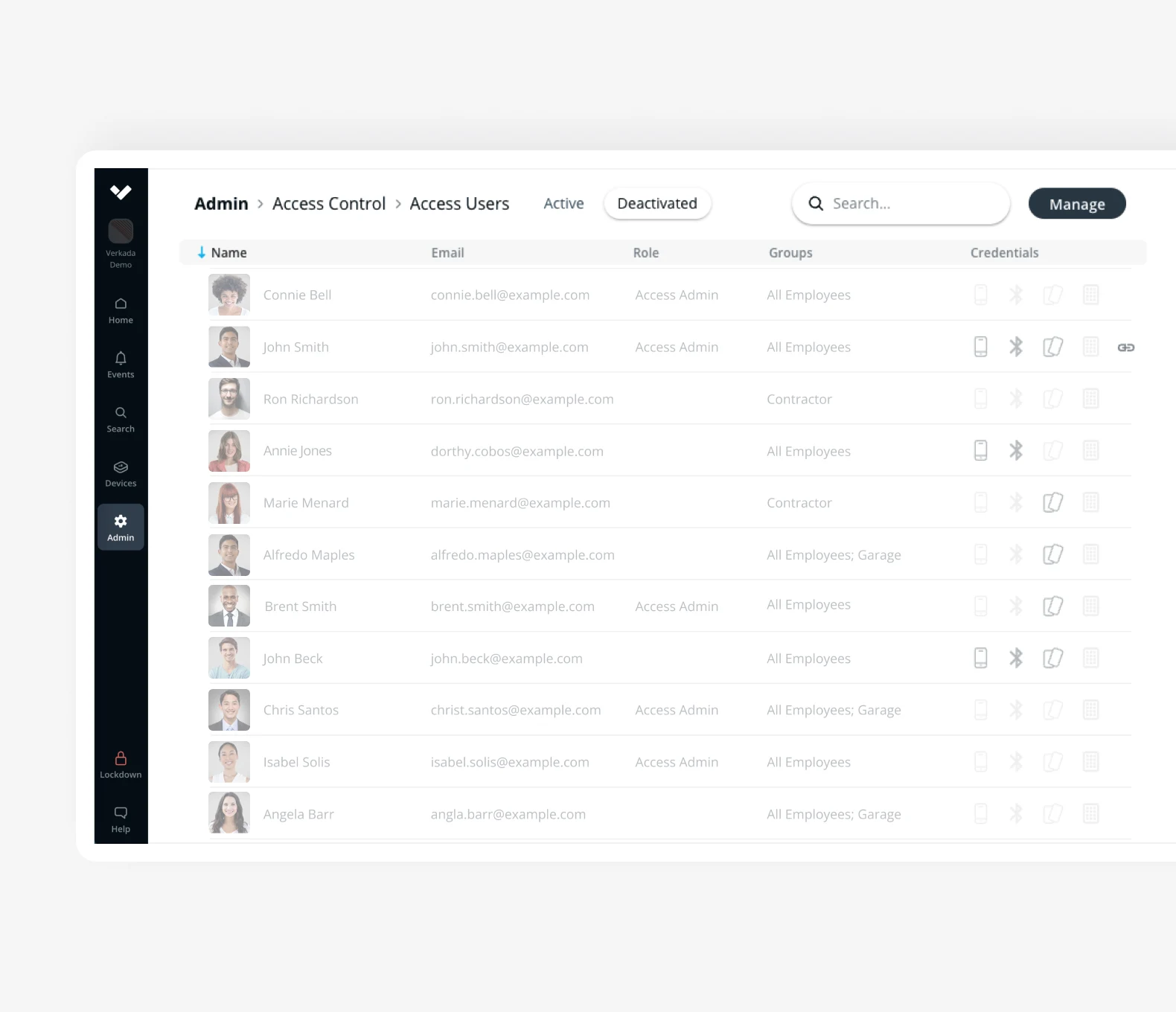
You can manage access control on the Verkada Command platform which is where you can access and monitor all of your devices.
- Specify the user groups or access levels of the facility on Verkada Command.
- Design badge templates for each user group or access level
- Print the badges and issue credentials either in bulk or individually
Command Features
- Synchronize Profiles: Synchronize users from SSO systems such as Okta and Azure Active Directory, and natively capture access levels and groups.
- Provisioning with a Single Click: With a single click, employees or students can be issued bluetooth credentials or a physical ID card.
- Log of Badge Events: On Verkada Command, access a log of badge events to ensure that only authorized individuals have access to secure areas.
- Unlock Doors from Anywhere, Anytime: Users can remotely unlock authorized doors using either the Verkada Pass and Command Mobile apps
- One-Tap Instant Lockdown: Create custom Lockdown scenarios that can be activated with a single tap to immediately secure buildings in the event of an emergency.
The SV20 Environmental Monitoring Series
The SV20 Series by Verkada is a line of robust air quality sensors designed to meet a variety of environmental monitoring needs. The series consists of three models, each with different capabilities to detect and monitor air quality.
The SV21 is a powerful sensor that accurately measures temperature, relative humidity, and carbon dioxide. For even more comprehensive monitoring, the SV23 adds AQI, TVOC, motion, vaping/smoking, noise, and PM 2.4. Finally, the SV25 includes the measures of the SV21 and SV23 plus light, formaldehyde, carbon monoxide, and barometric pressure readings.
The SV21 is best suited for meeting rooms and server rooms. The SV23 is ideal for schools and other institutions seeking to detect vape. Lastly, the SV25 is perfect for health monitoring, specialty monitoring, and manufacturing facilities.


Frequently Asked Questions – Security Systems for Manufacturers
What types of security systems are suitable for manufacturers?
Manufacturers may require a combination of surveillance cameras, access control systems, and air quality sensors to ensure a comprehensive security system.
Can Monarch customize a security system to meet our specific needs?
Yes, our team of security experts can work with you to identify your unique security needs and provide a customized solution that meets those needs.
How do I know which security system is right for my manufacturing facility?
Our team can conduct a comprehensive security assessment of your facility to identify potential security risks and recommend the appropriate security system to address those risks.
How does a security system help protect my employees?
A security system can help monitor and control access to your facility, detect potential hazards such as fires or air quality issues, and provide a record of any incidents that occur.
Monarch: Your Trusted Partner for Manufacturing Security Systems
Implementing effective security systems in manufacturing facilities is essential for protecting employees, equipment, and valuable assets. Monarch offers a range of advanced Verkada security solutions that use cutting-edge technology to provide real-time monitoring, analytics, and threat detection.
By partnering with Monarch, companies can ensure the safety of their employees, safeguard their operations, and maintain compliance with regulatory requirements. With Monarch’s expertise and Verkada’s state-of-the-art security products, manufacturers can achieve the highest levels of protection and peace of mind.
